Производство в закрытой форме
RTM (Resin Transfer Molding) производит композитные детали в закрытой двухсоставной форме: сухое волокнистое армирование предварительно формуется, форма закрывается, затем жидкая смола инжектируется под низким давлением. Результат — точная по размерам, воспроизводимая деталь с гладкой поверхностью с обеих сторон — недостижим при открытой ламинации.
Carbon Composites применяет технологию RTM на промышленном уровне с 2008 года. Сегодня это наша основная производственная компетенция: более 10 000 деталей в год изготавливаются в конфигурациях Light и Heavy RTM — от малых серий в 500 штук до крупных объёмов.
Наши мощности
Производственный процесс
Шесть этапов занимают в общей сложности 90–180 минут на форму. Каждый параметр — давление, температура, время — документируется и воспроизводим, благодаря чему тысячная деталь идентична первой.
О детальных принципах работы технологии, вариантах RTM, материалах и сэндвич-конструкциях мы предоставляем дополнительную информацию в рамках прямой технической консультации.
Как мы работаем
Изготовление преформы
Раскрой и предварительное формование армирующих материалов (стекло-, угле- или арамидное волокно) по геометрии формы. Автоматизированный раскрой на плоттере SMRE. Используемые волокна: стекловолокно (GRP), углеволокно (CFRP), арамид, гибридные структуры. Формы: ткань, мат, однонаправленная лента (UD tape), мультиаксиальные слои.
30–60 мин.Нанесение гелькоута
На поверхность формы наносится слой гелькоута автоматическим краскопультом Graco. Орто- и изофталевые полиэфирные гелькоут-системы, UV-, термо- или царапиностойкие декоративные поверхности, толщина слоя 600–800 мкм.
15–20 мин.Укладка в форму и закрытие
Преформа укладывается в нижнюю, покрытую гелькоутом половину формы согласно раскладке. Тыльные рёбра, купола и локальные усиления могут размещаться в половине формы стороны B. Верхняя и нижняя половины формы закрываются механически и с помощью вакуума.
5–10 мин.Инжекция смолы
Катализированная смола впрыскивается пневматическим инжекционным оборудованием Magnum Venus Patriot при давлении 2–4 бар. Смола пропитывает всю преформу, вытесняя воздух. Типы смол: полиэфирная, винилэфирная, эпоксидная.
5–15 мин.Отверждение
Сшивка смолы происходит в темперированной форме (40–80°C). Температура и время зависят от химии смолы. Темперирование формы обеспечивает равномерное отверждение.
15–45 мин.Извлечение детали и постобработка
Извлечение отверждённой детали, затем роботизированная и CNC обрезка, сверление, удаление облоя, дополнительное отверждение (postcure), подготовка поверхности к окраске и контроль качества.
20–40 мин.Наш парк оборудования

Формы для RTM производства
Производственное оборудование собственной разработки в конфигурациях Light и Heavy RTM. Heavy RTM работает с гидравлическим прессом усилием 200 тонн при давлении инжекции 6–8 бар. Формы оснащены интегрированными зональными контурами нагрева-охлаждения (40–80°C, регулируемые), обеспечивающими равномерное отверждение.
- Light RTM (вакуум-инжекция) для малых и средних серий (50–500 шт./год)
- Heavy RTM (прессовый) для крупных серий (1000+ шт./год)
- Гладкая поверхность Class A с обеих сторон
- Интеграция вставок (резьбовые втулки, металлические соединители)
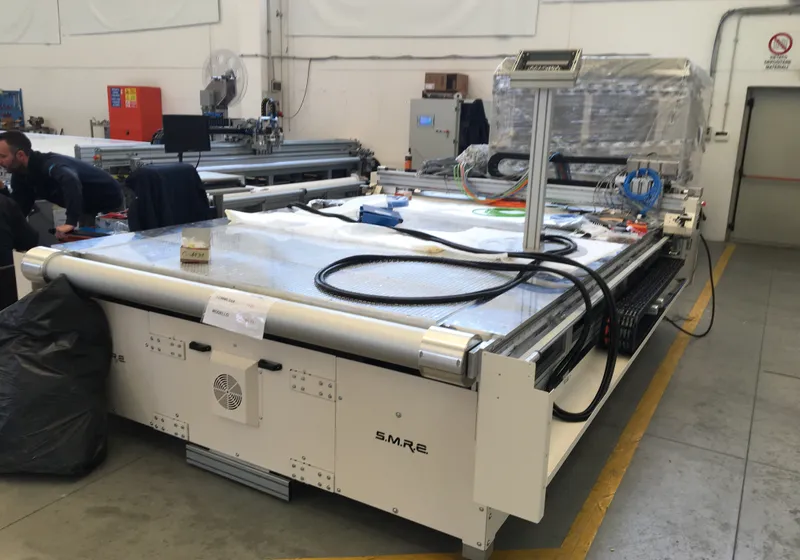
Раскройная станция S.M.R.E. SM-381-TA
Промышленная раскройно-маркировочная станция Heavy Duty, специально разработанная для самых сложных в обработке технических тканей (препрег карбон, арамид, сухое углеволокно). Конвейерная система позволяет выполнять раскрой неограниченной длины, программное обеспечение раскладки минимизирует отходы материала.
- Прецизионный раскрой препрег карбоновых и стекловолоконных тканей
- Модульная режущая головка: осциллирующий нож, drag knife, маркер
- Автоматическая раскладка: минимальные отходы
- Раскрой неограниченной длины с конвейерной системой
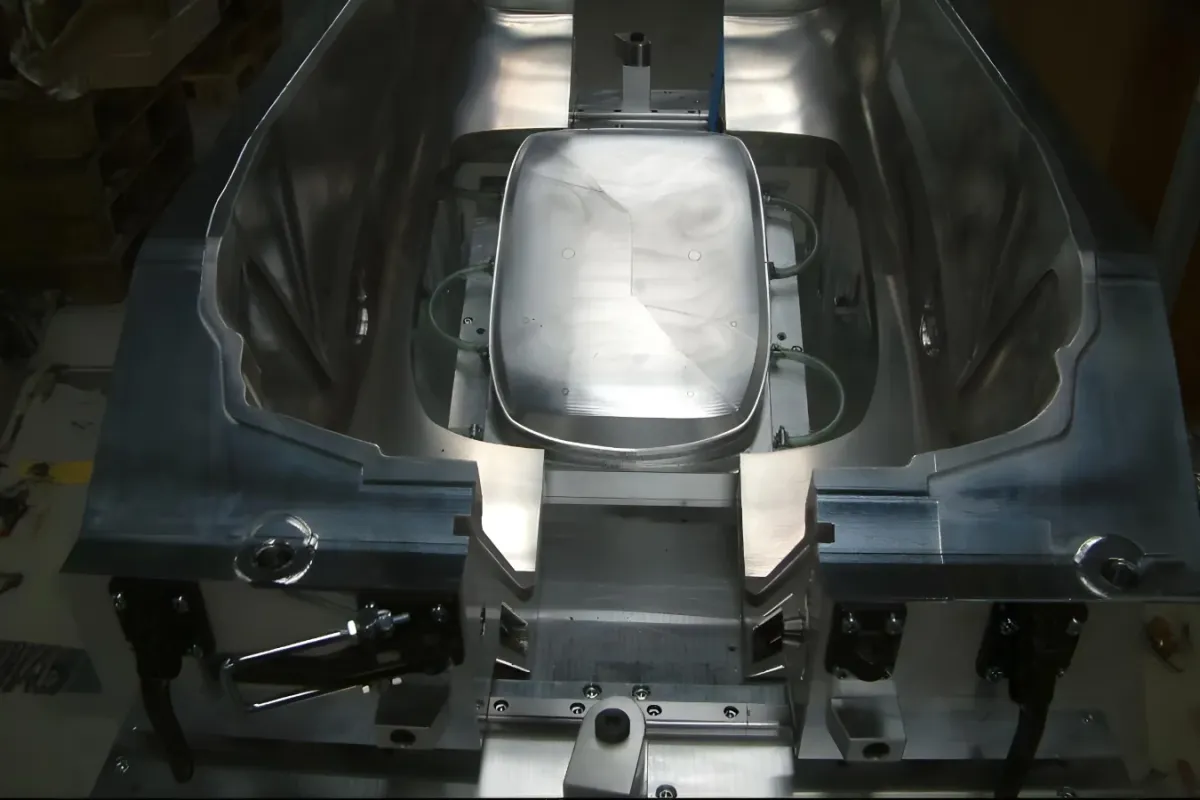
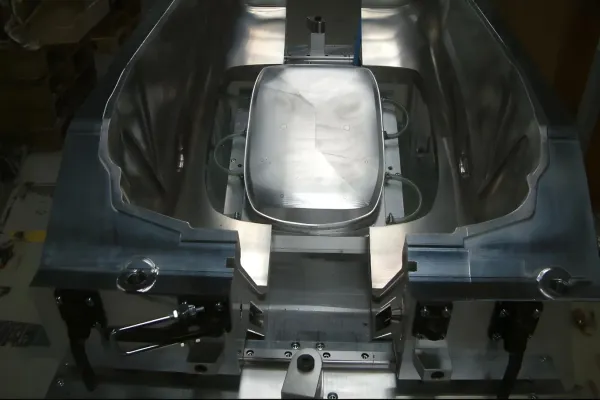
RTM форма — в открытом состоянии
Основа технологии RTM — прецизионная закрытая форма. На изображении ниже представлена открытая RTM форма, демонстрирующая внутреннюю конструкцию и точки инжекции смолы.



Почему стоит выбрать RTM-услуги Carbon Composites?
-
Опыт RTM с 2008 года
Производством армированных волокном композитов мы занимаемся с 1992 года, технологию RTM применяем на промышленном уровне с 2008 года. Более 15 лет RTM-специфического ноу-хау.
-
Автомобильные сертификации
Как квалифицированный поставщик концерна Volkswagen и других OEM, мы соответствуем высочайшим промышленным требованиям. Аудиты ISO 9001, IATF 16949, VDA 6.3.
-
Полная вертикальная интеграция
От проектирования и изготовления мастер-модели через оснастку и RTM производство до CNC обрезки, окраски и сборки — всё выполняется собственными силами. Субподрядчики не нужны.
-
Гибкий объём серии
Мы берём проекты от малых серий в 500 штук до крупных объёмов 10 000+ штук. Технологии Light и Heavy RTM.
-
Устойчивое производство
Наша площадка в Кларапусте отапливается солнечной энергией и биомассой, отходы перерабатываются. Экологически сознательное производство.
Часто задаваемые вопросы
Стоимость формы зависит от размера и сложности. Композитная форма (до 500 деталей): 2 000–8 000 EUR. Алюминиевая форма (5 000+ деталей): 8 000–30 000 EUR. Для точного расчёта отправьте CAD-модель.
Light RTM (вакуум-инжекция) работает с более лёгкой формой при пониженном давлении, идеально для малых серий (500+ шт.). Heavy RTM использует массивную металлическую форму при высоком давлении, с экстремально коротким временем цикла, оптимально для крупных серий (1 000+ шт.).
Изготовление оснастки: 4–12 недель. Производство образцов: 1–2 недели. Запуск серийного производства: сразу после утверждения. Итого типично 8–16 недель до первой поставки.
Да. После изготовления доступны CNC обрезка, окраска и сборка. Мы поставляем комплектные узлы непосредственно на вашу производственную линию.
Мы сертифицированы по ISO 9001 и IATF 16949. К каждой детали прилагается протокол измерений, 100% прослеживаемость по всему производственному процессу.
Практически любое волоконное армирование: стекловолокно (наиболее распространённое), углеволокно, арамид. Матричный материал может быть полиэфирной, винилэфирной или эпоксидной смолой, в зависимости от требований к термо- и химической стойкости.