Geschlossene Formfertigung
RTM (Resin Transfer Molding) produziert Verbundwerkstoff-Bauteile in einer geschlossenen, zweiteiligen Form: trockene Faserverstärkung wird vorgeformt, die Form wird geschlossen, dann wird flüssiges Harz unter Niederdruck injiziert. Das Ergebnis – ein maßgenaues, reproduzierbares Bauteil mit glatten Oberflächen auf beiden Seiten – ist mit offener Laminierung nicht erreichbar.
Carbon Composites wendet die RTM-Technologie seit 2008 auf industriellem Niveau an. Heute ist sie unsere Kernfertigungskompetenz: über 10.000 Teile pro Jahr werden in Light- und Heavy-RTM-Konfigurationen produziert, von Kleinserien ab 500 Stück bis zu Großserien.
Unsere Kapazitäten
Der Fertigungsprozess
Die sechs Schritte dauern insgesamt 90–180 Minuten pro Form. Jeder Parameter – Druck, Temperatur, Zeit – wird dokumentiert und ist reproduzierbar, sodass das tausendste Teil identisch mit dem ersten ist.
Detaillierte Informationen zur Technologie, RTM-Varianten, Materialien und Sandwichstrukturen finden Sie im RTM-Technologie-Leitfaden.
So arbeiten wir
Preform-Vorbereitung
Zuschnitt und Vorformung von Faserverstärkungsmaterialien (Glas-, Kohle- oder Aramidfaser) entsprechend der Formgeometrie. Automatisierter Lagenzuschnitt mit SMRE-Plotter. Verfügbare Fasern: Glasfaser (GFK), Kohlefaser (CFK), Aramid, Hybridstrukturen. Formen: Gewebe, Matte, unidirektionales Band (UD-Band), Multiaxialgelege.
30–60 Min.Gelcoat-Spritzen
Eine Gelcoat-Schicht wird mit einem Graco-Automatiksprühsystem auf die Formoberfläche aufgetragen. Ortho- und Isophthalsäure-Polyester-Gelcoat-Systeme, UV-, hitze- oder kratzbeständige Sichtoberflächen, 600–800 µm Schichtdicke.
15–20 Min.Einlegen und Formschließen
Die Vorform wird gemäß Layout in die untere, gelcoatierte Formhälfte eingelegt. Rückseitige Rippen, Domes und lokale Verstärkungen können ebenfalls in der B-Seiten-Form platziert werden. Die obere und untere Formhälfte werden mechanisch und mit Vakuumunterstützung geschlossen.
5–10 Min.Harzinjektion
Katalysiertes Harz wird bei 2–4 bar Druck mit einem Magnum Venus Patriot Pneumatik-Injektionssystem injiziert. Das Harz benetzt die gesamte Vorform und verdrängt die Luft. Harztypen: Polyester, Vinylester, Epoxid.
5–15 Min.Aushärtung
Die Harz-Vernetzung erfolgt in der temperierten Form (40–80°C). Temperatur und Zeit hängen von der Harzchemie ab. Formtemperierung gewährleistet gleichmäßige Aushärtung.
15–45 Min.Entformung und Nachbearbeitung
Entnahme des ausgehärteten Teils, gefolgt von robotergestütztem und CNC-Trimmen, Bohren, Entgraten, Nachhärtung, Oberflächenvorbereitung für Lackierung und Qualitätskontrolle.
20–40 Min.Unser Maschinenpark

RTM-Produktionsformen
Eigenentwickelte Produktionsanlagen in Light- und Heavy-RTM-Konfigurationen. Die Heavy-RTM arbeitet mit einer 200-Tonnen-Hydraulikpresse bei 6–8 bar Injektionsdruck. Formen verfügen über integrierte zonenweise Heiz-Kühl-Kreisläufe (40–80°C, einstellbar), die eine gleichmäßige Aushärtung gewährleisten.
- Light RTM (Vakuuminjektion) für Klein- und Mittelserien (50–500 Stk./Jahr)
- Heavy RTM (Presse) für Großserien (1000+ Stk./Jahr)
- Glatte Class-A-Oberfläche beidseitig
- Insert-Integration (Gewindeeinsätze, Metallverbinder)
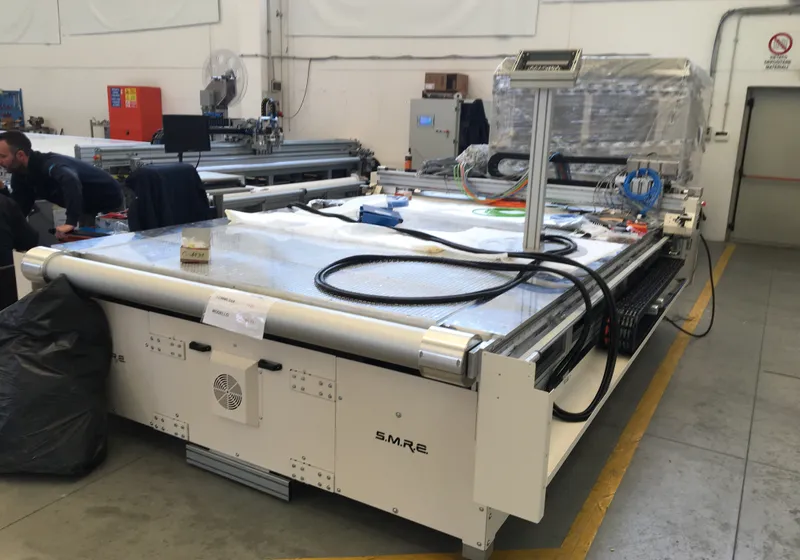
S.M.R.E. SM-381-TA Schneidestation
Schwerlast-Industrie-Schneide- und Markierstation, speziell für die schwierigsten technischen Gewebe entwickelt (Pre-Preg-Kohlefaser, Aramid, trockene Kohlefaser). Das Fördersystem ermöglicht endloses Schneiden, und die Nesting-Software minimiert Materialabfall.
- Präzisionszuschnitt von Pre-Preg-Kohlefaser- und Glasfasergeweben
- Modularer Schneidkopf: Oszillationsmesser, Schleppklinge, Marker
- Automatisches Nesting: minimaler Abfall
- Endloses Schneiden mit Fördersystem
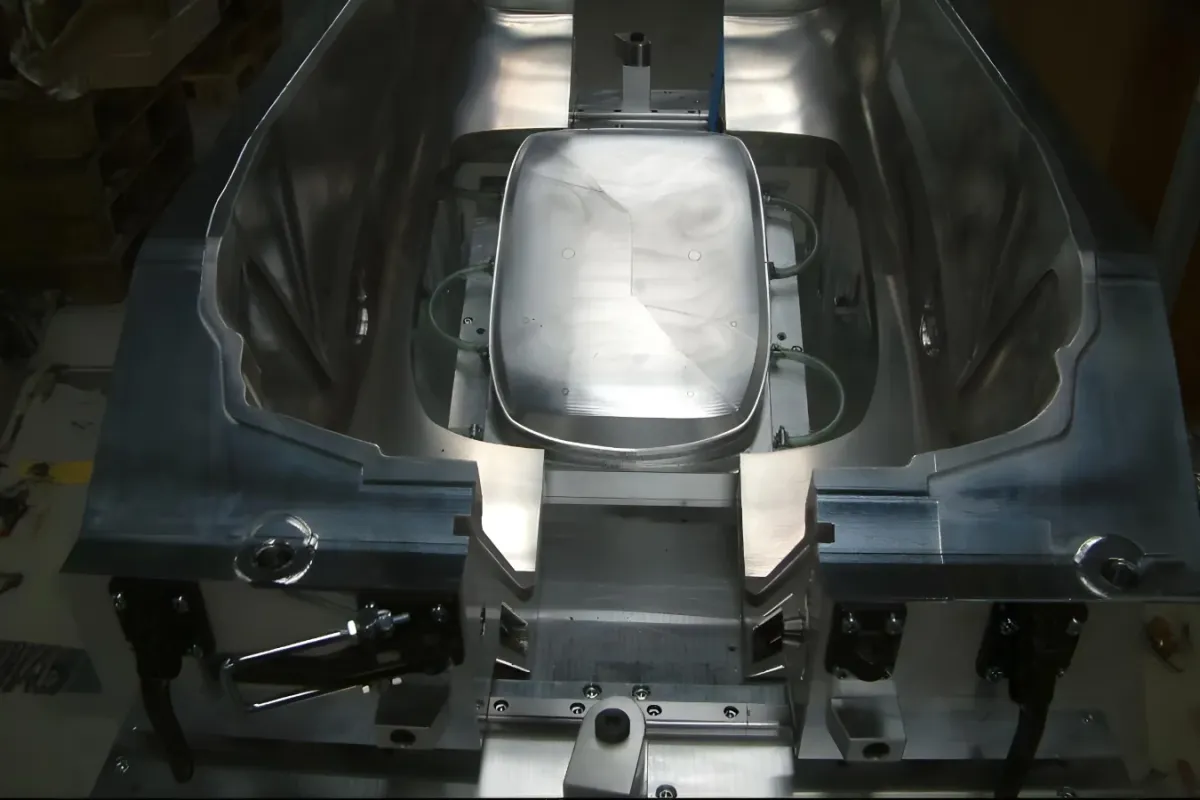
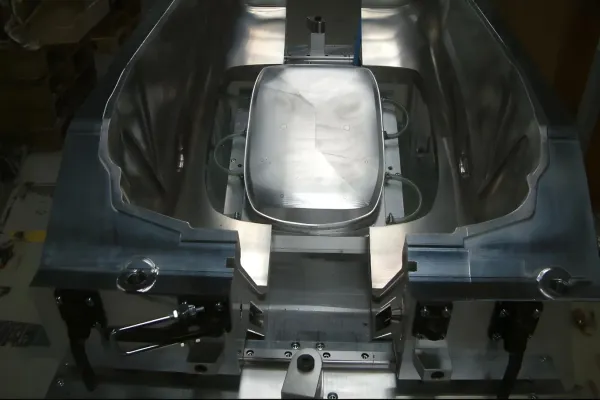
RTM-Form – Offener Zustand
Die Grundlage der RTM-Technologie ist eine Präzisions-Geschlossenform. Das Bild unten zeigt eine geöffnete RTM-Form mit sichtbarer interner Struktur und Harzinjektionspunkten.



Warum Carbon Composites für RTM?
-
RTM-Erfahrung seit 2008
Wir fertigen seit 1992 faserverstärkte Verbundwerkstoffe und wenden seit 2008 RTM-Technologie auf industriellem Niveau an. Über 15 Jahre RTM-spezifisches Know-how.
-
Automotive-Zertifizierungen
Als qualifizierter Lieferant des Volkswagen-Konzerns und anderer OEMs erfüllen wir höchste Industriestandards. ISO 9001, IATF 16949, VDA 6.3 Audits.
-
Vollständige vertikale Integration
Vom Urmodell-Design und -Produktion über Werkzeugbau, RTM-Fertigung, CNC-Trimmen, Lackierung bis zur Montage – alles erfolgt im eigenen Haus. Keine Subunternehmer nötig.
-
Flexible Seriengrößen
Wir übernehmen Projekte von Kleinserien ab 500 Stück bis zu Großserien von 10.000+. Mit Light- und Heavy-RTM-Technologie.
-
Nachhaltige Produktion
Unser Standort in Klárapuszta wird mit Solarenergie und Biomasseheizung betrieben, und wir recyceln unsere Abfälle. Umweltbewusste Fertigung.
Häufig gestellte Fragen
Die Formkosten hängen von Größe und Komplexität ab. Verbundwerkstoff-Form (bis 500 Teile): 1.500–6.000 €. Aluminiumform (5.000+ Teile): 6.000–25.000 €. Für ein genaues Angebot senden Sie bitte Ihr CAD-Modell.
Light RTM (Vakuuminjektion) verwendet leichtere Formen bei niedrigerem Druck, ideal für kleinere Serien (500+ Stk.). Heavy RTM verwendet massive Metallformen bei hohem Druck mit extrem schnellen Zykluszeiten, optimal für Großserien (1.000+ Stk.).
Formenproduktion: 4–12 Wochen. Musterproduktion: 1–2 Wochen. Serienproduktionsstart: sofort nach Freigabe. Typischerweise 8–16 Wochen bis zur ersten Lieferung.
Ja. Nach der Produktion stehen auch CNC-Trimmen, Lackierung und Montage zur Verfügung. Wir liefern komplette Unterbaugruppen direkt an Ihre Produktionslinie.
Wir besitzen ISO 9001 und IATF 16949 Zertifizierungen. Jedes Teil wird mit einem Messbericht geliefert, 100% Rückverfolgbarkeit über den gesamten Produktionsprozess.
Praktisch jede Faserverstärkung: Glasfaser (am häufigsten), Kohlefaser, Aramid. Das Matrixmaterial kann Polyester, Vinylester oder Epoxidharz sein, abhängig von den Anforderungen an Hitze- und Chemikalienbeständigkeit.