
Das Fundament der Fertigung: Präzisionswerkzeugbau
Der Werkzeugbau ist das Alpha und Omega der modernen Verbundwerkstoff- und Kunststofffertigung. Bei Carbon Composites Kft. entwickeln und perfektionieren wir seit Jahrzehnten unsere Werkzeugbau-Kompetenzen im Wissen, dass eine hervorragend konstruierte und ausgeführte Form der Schlüssel zur erfolgreichen Serienfertigung ist.
In der Verbundwerkstoff-Teilefertigung ist die Form nicht nur eine Gestalt, in die Material eingelegt wird – sie ist ein komplexes Ingenieursystem, das Geometrie, Oberflächenqualität, mechanische Eigenschaften und Wirtschaftlichkeit des Endprodukts bestimmt. Wir konstruieren jede Form so, dass ein optimales Gleichgewicht zwischen Haltbarkeit, Zykluszeit und Investitionskosten erreicht wird.
Unser Ingenieurteam modelliert und simuliert das Formverhalten mit CAD-Software vor der Produktion. Virtuelle Prototypen ermöglichen es uns, potenzielle Probleme vorherzusehen: Schrumpfung, Verformungen, Wärmeverteilung und Materialfluss. Basierend auf den Simulationsergebnissen optimieren wir das Design und minimieren Anzahl und Kosten von Versuchsproduktionen.
Unsere Kapazitäten
Formentypen und Materialauswahl
Informationen zu Formentypen (RTM/RIM/Laminierung), Materialauswahl (Verbundwerkstoff vs. Aluminium), DFM-Designphilosophie (Design for Manufacturing), Werkzeuglebensdauer und Dokumentation finden Sie im Werkzeugbau-Leitfaden.
So arbeiten wir
Beratung und CAD-Eingang
Zu Projektbeginn erhalten wir das CAD-Modell des Kunden und stimmen die Anforderungen ab. Fertigbarkeitsvalidierung und Erstellung des virtuellen Prototyps.
Urmodell-Design und -Produktion
CAM-Programmierung, 5-Achs CNC-Bearbeitung auf der Zimmermann FZ-35 aus PU-Modellschaum, MDF oder Aluminium.
Formenbau
Negativform vom Urmodell hergestellt – aus Verbundwerkstoff (100–500 Zyklen) oder Aluminium (5.000–20.000+ Zyklen), abhängig von der Seriengröße.
Versuchsproduktion und Validierung
Erste Muster mit der Form produziert, Geometrie- und Oberflächenvalidierung. 3D-Messung, Passungsprüfung, mechanische Tests.
Übergabe und Dokumentation
Formenpass, Wartungsanleitung, Messbericht. Schlüsselfertige Übergabe für die Serienfertigung.
Urmodell-Produktion – PU-Schaum-Bearbeitungsbeispiel
Die Bilder unten zeigen ein großformatiges Radkasten-Urmodell, das auf der Zimmermann FZ-35 Portalfräse aus PU-Modellschaum bearbeitet wurde. Das Urmodell dient als Basis für die Herstellung der RTM-Form.

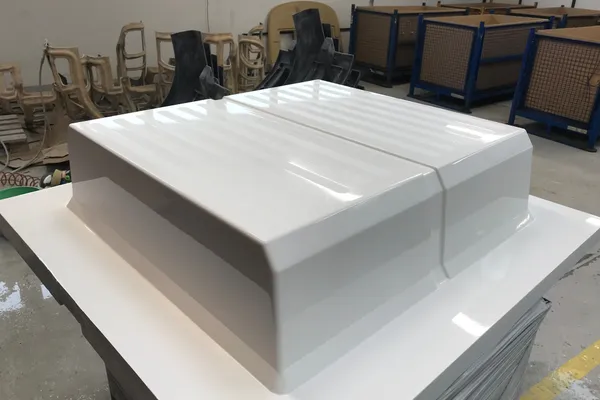
Mercedes Sprinter Urmodell – Fertigzustand
Das Mercedes Sprinter Seitenteil-Urmodell im Fertigzustand, nach Oberflächenbehandlung. Dieses Urmodell dient als Basis für die Herstellung der RTM-Form, die in der Serienfertigung verwendet wird.

Schlüsselfertige Lösung
Der Werkzeugbau ist ein integraler Bestandteil unseres Fertigungsprozesses. Wir übernehmen jeden Schritt vom Konzept bis zur validierten Serienfertigung: Der Kunde erhält die gefertigte und getestete Form zusammen mit der zugehörigen Dokumentation und Betriebsanleitung.
Der Werkzeugbau ist der erste Schritt in unserem durchgängigen Prozess. Von hier aus geht es weiter mit RTM-Fertigung, CNC-Trimmen und Oberflächenbehandlung.
Zertifizierungen und Standards
- ISO 9001:2015: Qualitätsmanagementsystem
- EN 45545: Schienenfahrzeug-Brandschutz (HL2- und HL3-Stufen)
- Kundenspezifische Audits (VW, MAN, Daimler)
Maschinenpark und Technologie

Zimmermann FZ-35 Portalfräse
Die Zimmermann FZ-35 Portalfräse ermöglicht 5-Achs-Simultan-CNC-Bearbeitung für Urmodell- und Aluminiumformen-Produktion. Der 3500×2000×1200 mm Arbeitsraum bietet einzigartige Kapazität in der Region für großformatigen Verbundwerkstoff-Werkzeugbau.
- PU-Modellschaum-Bearbeitung für Urmodelle
- 5-Achs-Fräsen von Aluminium-RTM-Formen
- MDF- und Holz-Urmodelle für Großteile
- Verbundwerkstoff-Formen-Trimmen und -Verfeinerung
- CAM-Programmierung mit Cimatron NC Solution
- 3D-Messung und CAD-Vergleich

Werkzeugbau-Werkstatt
In unserer Full-Service-Werkzeugbau-Werkstatt produzieren wir Verbundwerkstoff- und Aluminiumformen für RTM-, RIM- und Vakuumformtechnologien. Vom Urmodell bis zur fertigen, getesteten Form – jeder Schritt wird im eigenen Haus durchgeführt.
- RTM-Formen (Light und Heavy RTM)
- RIM-Formen (für PU-RIM-Technologie)
- Vakuumformwerkzeuge
- Laminierformen für Handlaminierung
- Formenüberholung und -wartung
- Dokumentation: Formenpass, Messbericht

Warum die Werkzeugbau-Werkstatt von Carbon Composites?
-
Vollständige vertikale Integration
Von der Urmodell-Produktion bis zur fertigen Form – jeder Schritt an einem Ort. Wir bearbeiten Urmodelle auf der Zimmermann FZ-35 CNC-Portalfräse, dann bauen wir Verbundwerkstoff- oder Aluminiumformen in unserer eigenen Werkstatt. Keine externen Lieferanten, keine Koordinationsprobleme.
-
30+ Jahre Werkzeugbau-Erfahrung
Wir produzieren seit 1992 RTM-, RIM- und Vakuumformwerkzeuge. Wir wissen, wie Formen für Fertigbarkeit, Langlebigkeit und Qualität konstruiert werden. Automotive Tier 1/Tier 2 Lieferantenerfahrung.
-
Verbundwerkstoff- und Aluminiumformen
Verbundwerkstoff-Formen für kleinere Serien (1–3 Wochen Produktionszeit, 5.000–10.000 Zyklen). Aluminiumformen für Großserien (4–8 Wochen, 20.000+ Zyklen). Beide Technologien im eigenen Haus produziert.
-
CAD/CAM-Design und Simulation
Optimierte Werkzeugwege mit Cimatron NC Solution CAM-System. Fertigbarkeitsanalyse, Formendesign, Flusssimulation. 24-Stunden-Reaktionszeit auf CAD-Modelle.
-
Rapid Prototyping
CNC-bearbeitetes Urmodell aus Hartschaumblock (PU-Modellschaum) in 2–5 Tagen. Verbundwerkstoff-Negativform in 1–2 Wochen. Schnelle Iteration zur perfekten Geometrie.
Ausgewählte Werkzeugbau-Projekte



Häufig gestellte Fragen zu Werkzeugbau und Urmodell-Produktion
Der Werkzeugbau ist das Fundament der Verbundwerkstoff-Teilefertigung: Die Form bestimmt Geometrie, Oberflächenqualität und mechanische Eigenschaften des Endprodukts. Eine gut konstruierte Form gewährleistet reproduzierbare Qualität, optimale Zykluszeit und wirtschaftliche Serienfertigung. Carbon Composites produziert RTM-, RIM- und Vakuumformwerkzeuge aus Verbundwerkstoff und Aluminium.
Verbundwerkstoff-Form: aus Glas- oder Kohlefasermaterial, 100–500 Zyklen Lebensdauer, 1–3 Wochen Produktionszeit, kosteneffektiv für Prototypen und Kleinserien. Aluminiumform: 5.000–20.000+ Zyklen Lebensdauer, 4–8 Wochen Produktion, hervorragende Wärmeleitfähigkeit, ideal für Großserien-OEM-Produktion. Die Wahl hängt von Seriengröße und Qualitätsanforderungen ab.
Das Urmodell ist das Präzisionsmuster, von dem die Negativform hergestellt wird. Carbon Composites bearbeitet Urmodelle auf der 5-Achs Zimmermann FZ-35 CNC-Portalfräse aus PU-Modellschaum (Cibatool, Necuron), MDF oder Aluminium, bei ±0,05 mm Genauigkeit, bis 3500×2000×1200 mm.
Der gesamte Prozess dauert 8–12 Wochen: CAD-Eingang und Fertigbarkeitsanalyse (1 Woche), Urmodell-CNC-Bearbeitung (2–4 Wochen), Formenbau (1–8 Wochen je nach Typ), Versuchsproduktion und Validierung (1–2 Wochen), Dokumentation und Übergabe. Beschleunigte Terminplanung ist für dringende Projekte verfügbar.
Wir akzeptieren STEP, IGES, Parasolid, natives CATIA V5, Siemens NX und SolidWorks-Formate. CAD-Modelle werden auf Fertigbarkeit validiert (DFM): Wir prüfen Entformungsrichtungen, Trennlinien, Hinterschneidungen, Schrumpfung und Wärmeausdehnung.
Eine RTM-Form ist nicht eine einfache Gestalt, sondern ein Ingenieursystem: geschlossene Formhälften für kontrollierte Produktion, Dichtsystem zur Verhinderung von Harzaustritt, Injektionskanäle für gleichmäßige Harzverteilung und ein Temperiersystem zur Optimierung der Aushärtung. Jedes Element dient der reproduzierbaren Qualität.
Jede Form wird mit Formenpass, Wartungsanleitung und Messbericht geliefert. Es gilt eine 12-monatige Garantie für Mängel jenseits normaler Abnutzung.