Closed-Mould Manufacturing
RTM (Resin Transfer Molding) produces composite parts in a closed, two-part mould: dry fibre reinforcement is preformed, the mould is closed, then liquid resin is injected under low pressure. The result – a dimensionally accurate, reproducible part with smooth surfaces on both sides – cannot be achieved with open-mould lamination.
Carbon Composites has been applying RTM technology at an industrial level since 2008. Today it is our core manufacturing competence: over 10,000 parts per year are produced in Light and Heavy RTM configurations, from small series of 500 pieces to high volumes.
Our capacities
The Manufacturing Process
The six steps take a total of 90–180 minutes per mould. Every parameter – pressure, temperature, time – is documented and reproducible, so the thousandth part is identical to the first.
For detailed information about the technology, RTM variants, materials and sandwich structures, see the RTM technology guide.
How We Work
Preform preparation
Cutting and preforming fibre reinforcement materials (glass, carbon or aramid fibre) to match the mould geometry. Automated ply cutting with SMRE plotter. Available fibres: glass fibre (GRP), carbon fibre (CFRP), aramid, hybrid structures. Forms: woven fabric, mat, unidirectional tape (UD tape), multiaxial layers.
30–60 minGelcoat spraying
A gelcoat layer is applied to the mould surface using a Graco automatic spray system. Ortho- and isophthalic polyester gelcoat systems, UV-, heat- or scratch-resistant visual surfaces, 600–800 µm layer thickness.
15–20 minPlacement and mould closing
The preform is placed in the lower, gelcoated mould half according to the layout. Back-side ribs, bosses and local reinforcements can also be placed in the B-side mould. The upper and lower mould halves are closed mechanically and with vacuum assistance.
5–10 minResin injection
Catalysed resin is injected at 2–4 bar pressure using a Magnum Venus Patriot pneumatic injection system. The resin wets the entire preform, displacing the air. Resin types: polyester, vinyl ester, epoxy.
5–15 minCuring
Resin cross-linking occurs in the tempered mould (40–80°C). Temperature and time depend on resin chemistry. Mould tempering ensures uniform curing.
15–45 minDemoulding and finishing
Removal of the cured part, followed by robotic and CNC trimming, drilling, deburring, post-curing, surface preparation for painting and quality inspection.
20–40 minOur machine park

RTM production moulds
Custom-developed production equipment in Light and Heavy RTM configurations. The Heavy RTM operates with a 200-tonne hydraulic press at 6–8 bar injection pressure. Moulds feature integrated zoned heating-cooling circuits (40–80°C, adjustable) ensuring uniform curing.
- Light RTM (vacuum injection) for small and medium series (50–500 pcs/year)
- Heavy RTM (press) for large series (1000+ pcs/year)
- Smooth Class A surface on both sides
- Insert integration (threaded inserts, metal connectors)
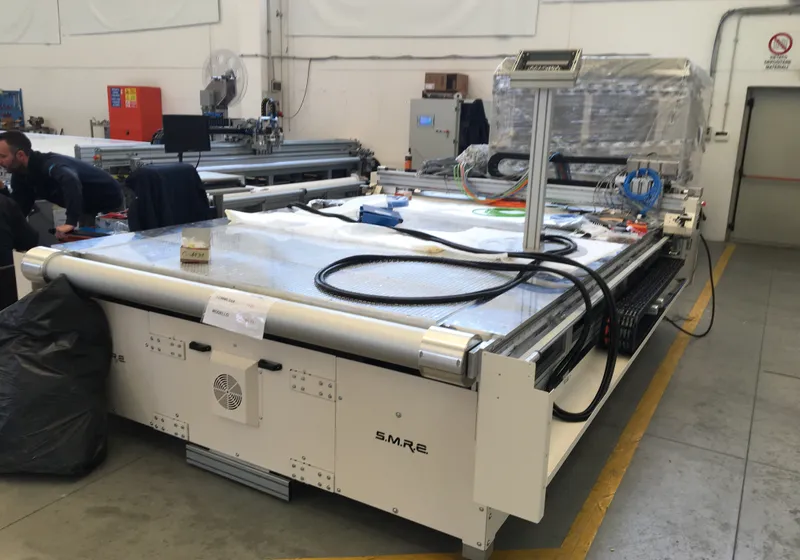
S.M.R.E. SM-381-TA Cutting Station
Heavy-duty industrial cutting and marking station designed specifically for the most difficult technical fabrics (pre-preg carbon, aramid, dry carbon fibre). The conveyor system enables endless cutting, and the nesting software minimises material waste.
- Precision cutting of pre-preg carbon and glass fibre fabrics
- Modular cutting head: oscillating knife, drag knife, marker
- Automatic nesting: minimal waste
- Endless cutting with conveyor system
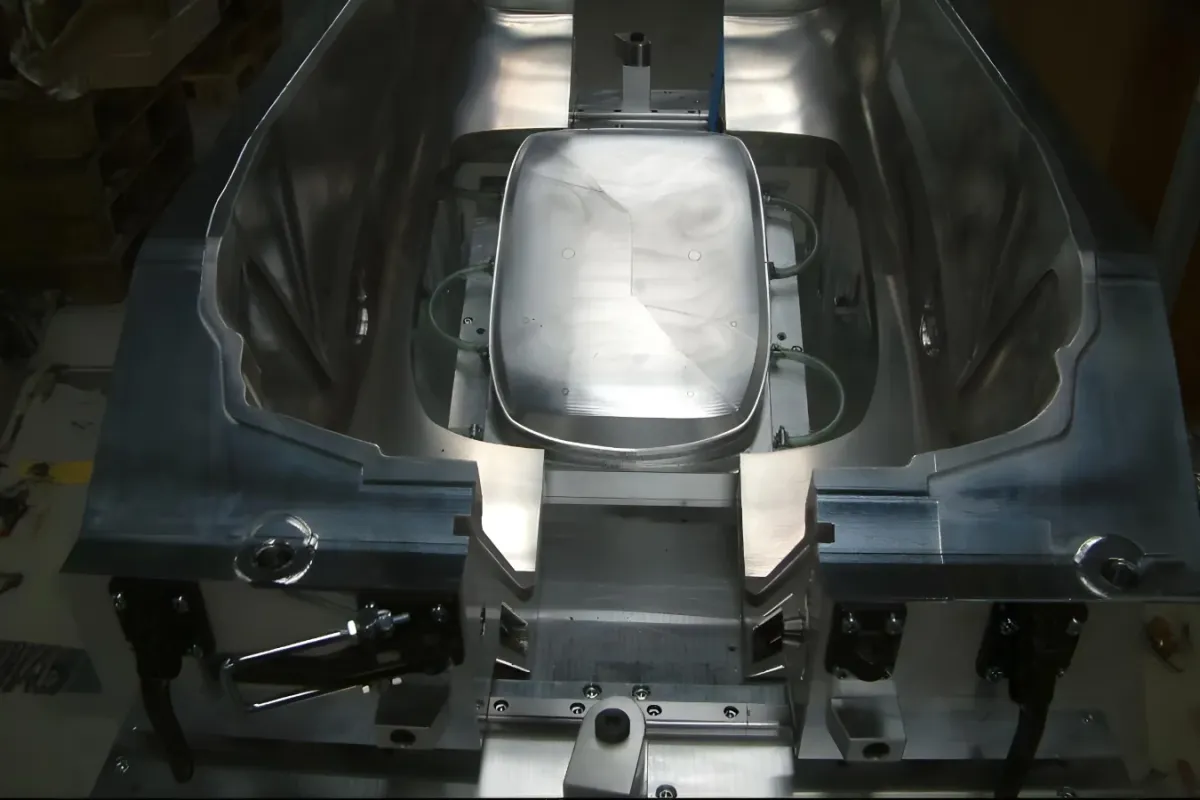
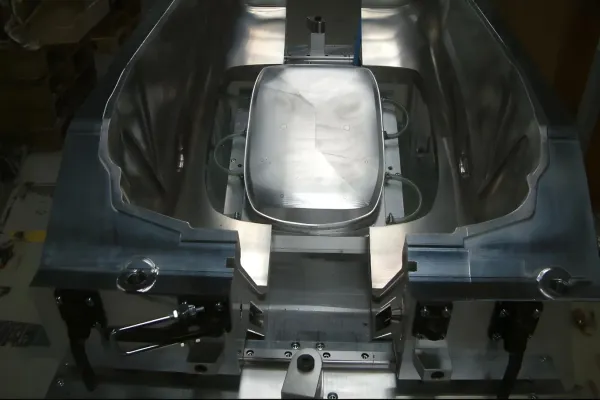
RTM Mould – Open State
The foundation of RTM technology is a precision closed mould. The image below shows an open RTM mould, revealing the internal structure and resin injection points.



Why choose Carbon Composites for RTM?
-
RTM experience since 2008
We have been manufacturing fibre-reinforced composites since 1992 and have applied RTM technology at industrial level since 2008. Over 15 years of RTM-specific know-how.
-
Automotive certifications
As a qualified supplier to the Volkswagen Group and other OEMs, we meet the highest industry standards. ISO 9001, IATF 16949, VDA 6.3 audits.
-
Full vertical integration
From master model design and production through tooling, RTM manufacturing, CNC trimming, painting and assembly – everything is done in-house. No subcontractors needed.
-
Flexible series sizes
We take on projects from small series of 500 pieces to high volumes of 10,000+. With Light and Heavy RTM technology.
-
Sustainable operations
Our Klárapuszta facility is powered by solar energy and biomass heating, and we recycle our waste. Environmentally conscious manufacturing.
Frequently asked questions
Mould cost depends on size and complexity. Composite mould (up to 500 parts): €1,500–6,000. Aluminium mould (5,000+ parts): €6,000–25,000. For an exact quotation, please send your CAD model.
Light RTM (vacuum injection) uses lighter moulds at lower pressure, ideal for smaller series (500+ pcs). Heavy RTM uses massive metal moulds at high pressure with extremely fast cycle times, optimal for large series (1,000+ pcs).
Mould production: 4–12 weeks. Sample production: 1–2 weeks. Series production start: immediately after approval. Typically 8–16 weeks to first delivery.
Yes. After production, CNC trimming, painting and assembly are also available. We deliver complete subassemblies directly to your production line.
We hold ISO 9001 and IATF 16949 certifications. Every part comes with a measurement report, 100% traceability throughout the entire production process.
Virtually any fibre reinforcement: glass fibre (most common), carbon fibre, aramid. The matrix material can be polyester, vinyl ester or epoxy resin, depending on the heat and chemical resistance requirements.