
The Foundation of Manufacturing: Precision Tooling
Tooling is the alpha and omega of modern composite and plastics manufacturing. At Carbon Composites Ltd., we have been developing and perfecting our tooling competencies for decades, knowing that an excellently designed and executed mould is the key to successful series production.
In composite part manufacturing, the mould is not merely a form into which material is placed – it is a complex engineering system that determines the geometry, surface quality, mechanical properties and economics of the end product. We design every mould to achieve an optimal balance between durability, cycle time and investment cost.
Our engineering team models and simulates mould behaviour using CAD software before production. Virtual prototypes allow us to foresee potential problems: shrinkage, deformations, heat distribution and material flow. Based on simulation results, we fine-tune the design, minimising the number and cost of trial productions.
Our capacities
Mould Types and Material Selection
For information on mould types (RTM/RIM/laminating), material selection (composite vs. aluminium), DFM (Design for Manufacturing) design philosophy, tool life and documentation, see the tooling guide.
How We Work
Consultation and CAD intake
At project start, we receive the client's CAD model and align on requirements. Manufacturability validation and virtual prototype creation.
Master model design and production
CAM programming, 5-axis CNC machining on the Zimmermann FZ-35 from PU model foam, MDF or aluminium.
Mould construction
Negative mould produced from the master model – from composite (100–500 cycles) or aluminium (5,000–20,000+ cycles), depending on series size.
Trial production and validation
First samples produced with the mould, geometry and surface validation. 3D measurement, fit check, mechanical tests.
Handover and documentation
Mould passport, maintenance guide, measurement report. Turnkey handover for series production.
Master Model Production – PU Foam Machining Example
The images below show a large-scale mudguard (Radkasten) master model machined from PU model foam on the Zimmermann FZ-35 gantry mill. The master model serves as the basis for producing the RTM mould.

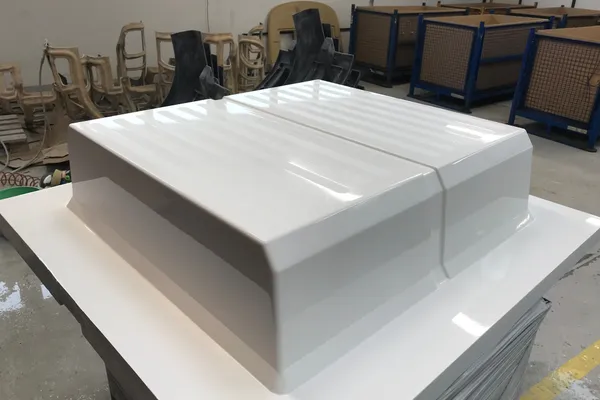
Mercedes Sprinter Master Model – Finished State
The Mercedes Sprinter side panel master model in finished state, after surface treatment. This master model serves as the basis for producing the RTM mould used in series production.

Turnkey Solution
Tooling is an integral part of our manufacturing process. We undertake every step from concept to validated series production: the client receives the manufactured and tested mould, together with the associated documentation and operating instructions.
Tooling is the first step in our end-to-end process. From here we continue with RTM manufacturing, CNC trimming and surface finishing.
Certifications and Standards
- ISO 9001:2015: Quality management system
- EN 45545: Railway vehicle fire protection (HL2 and HL3 levels)
- Customer-specific audits (VW, MAN, Daimler)
Machine Park and Technology

Zimmermann FZ-35 Gantry Mill
The Zimmermann FZ-35 gantry mill enables 5-axis simultaneous CNC machining for master model and aluminium mould production. The 3500×2000×1200 mm work envelope provides unique capacity in the region for large-scale composite tooling.
- PU model foam machining for master models
- 5-axis milling of aluminium RTM moulds
- MDF and wood master models for large parts
- Composite mould trimming and refinement
- CAM programming with Cimatron NC Solution
- 3D measurement and CAD comparison

Tooling Workshop
In our full-service tooling workshop, we produce composite and aluminium moulds for RTM, RIM and vacuum forming technologies. From master model to finished, tested mould – every step is carried out in-house.
- RTM moulds (Light and Heavy RTM)
- RIM moulds (for PU-RIM technology)
- Vacuum forming moulds
- Laminating moulds for hand lamination
- Mould refurbishment and maintenance
- Documentation: mould passport, measurement report

Why Carbon Composites' tooling workshop?
-
Full vertical integration
From master model production to the finished mould – every step in one place. We machine master models on the Zimmermann FZ-35 CNC gantry mill, then build composite or aluminium moulds in our own workshop. No external suppliers, no coordination issues.
-
30+ years of tooling experience
We have been producing RTM, RIM and vacuum forming moulds since 1992. We know how to design moulds for manufacturability, longevity and quality. Automotive Tier 1/Tier 2 supplier experience.
-
Composite and aluminium moulds
Composite moulds for smaller series (1–3 week production time, 5,000–10,000 cycles). Aluminium moulds for large series (4–8 weeks, 20,000+ cycles). Both technologies produced in-house.
-
CAD/CAM design and simulation
Optimised toolpaths with Cimatron NC Solution CAM system. Manufacturability analysis, mould design, flow simulation. 24-hour turnaround on CAD models.
-
Rapid prototyping
CNC-machined master model from rigid foam block (PU model foam) in 2–5 days. Composite negative mould in 1–2 weeks. Fast iteration to perfect geometry.
Featured Tooling Projects



Frequently asked questions about tooling and master model production
Tooling is the foundation of composite part manufacturing: the mould determines the geometry, surface quality and mechanical properties of the end product. A well-designed mould ensures reproducible quality, optimal cycle time and economical series production. Carbon Composites produces RTM, RIM and vacuum forming moulds from composite and aluminium.
Composite mould: made from glass or carbon fibre material, 100–500 cycle lifespan, 1–3 week production time, cost-effective for prototypes and small series. Aluminium mould: 5,000–20,000+ cycle lifespan, 4–8 week production, excellent thermal conductivity, ideal for high-volume OEM production. The choice depends on series size and quality requirements.
The master model is the precision pattern from which the negative mould is produced. Carbon Composites machines master models on the 5-axis Zimmermann FZ-35 CNC gantry mill from PU model foam (Cibatool, Necuron), MDF or aluminium, at ±0.05 mm accuracy, up to 3500×2000×1200 mm.
The full process takes 8–12 weeks: CAD intake and manufacturability analysis (1 week), master model CNC machining (2–4 weeks), mould construction (1–8 weeks depending on type), trial production and validation (1–2 weeks), documentation and handover. Fast-track scheduling is available for urgent projects.
We accept STEP, IGES, Parasolid, native CATIA V5, Siemens NX and SolidWorks formats. CAD models are validated for manufacturability (DFM): we check parting directions, split lines, undercuts, shrinkage and thermal expansion.
An RTM mould is not a simple form but an engineering system: closed mould halves for controlled production, sealing system to prevent resin leakage, injection channels for uniform resin distribution, and a tempering system to optimise curing. Every element serves reproducible quality.
Every mould comes with a mould passport, maintenance guide and measurement report. A 12-month warranty applies to defects beyond normal wear.